- 装配式消防专用管(涂塑)详情
执行标准
中国国家标准GB/T28897- 2012钢塑复合管
steel-plastic compound pipe under G B/T28897-2012
注意事项
在切断时,应使用锯床、车床、手锯等工具,不允许用高速砂轮机切割,或用套丝机挤压切割和气体切割,避免在切割时温度过高和强力挤压,使塑层融化和变形,切割后,需要用刮刀对钢管进行修整。管件切割时,应保证端面与管体垂直,修去端口毛刺、清除油、水及切屑,将塑层厚度1/2倒角,倒角坡度10-15度。螺纹处缠绕。地埋衬塑复合管应采用可靠防腐措施后,埋在冰冻线以下,室外明露或室内有可能冰冻的情况下,应采用防冻措施。
装配式消防专用管(涂塑)
产品简介:涂覆塑复合管以钢管为基体,通过特殊工艺,在外壁或内外壁涂装高附着力、防腐、食品级卫生型环氧树脂涂料,经高温固化而成的新型复合管材,可以带法兰及带压槽涂装
基本信息
规格:DN15-DN500
长度:定制长度
端口处理:定制不同连接方式
用途:消防专用管道
连接方式
(一)螺纹式连接:
1.车丝时要保证纹长度、牙形、牙高等参数均符合相关标准的工艺要求。2.钢管车丝连接时,应在连接的外丝扣上或管件内丝扣里填加适应的填充料起到密封和养护管口作用,同时便于检修时拆卸。填料好后,用手拧2-3扣螺纹为宜然后再用管钳将管件螺纹式连接 拧好(3-4扣)再余留2-3扣,余留部分的外螺纹应作防腐处理。
(二)沟槽式连接:
此种连接灵活,简单操作方便,应符合CECS1512003中国工程建设标准化协会标准《沟槽式连接管道工程技术规程)。滚时,不得损坏钢管的键锌层及内壁的各种涂层和内村层。沟槽式连接
产品特点
1、卫生无毒、不积垢,不滋生微生物、保证流体品质。
2、耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴极离。
3、安装工艺成熟、方便快捷、与普通镀锌管连接雷同。
4、耐候性好,适用沙漠、盐碱等苛刻环境。
5、管壁光滑、提高输送效率、使用寿命长。
生产工艺
钢管(焊管) 》内喷砂外抛丸 》钢管切断 》车丝、压槽 》钢管外涂 》钢管内涂 》钢管预热 》上件 》涂塑钢管固化 》涂塑钢管风冷却
》下件 》检验 》入库 》包装 》贴标 》喷码运输方式
涂塑复合管在包装时应将管子法兰或端口装上有效封口,将管子外表面用玻璃纤维布等软质材料包裏。在储存时应平直堆放在阴凉处,并远离热源、火种,不得长期堆放在室外阳光直射和严寒场所。不得与有毒有害物混贮。在装车过程中应采用相应有效措施以免涂层受到破坏,在运输过程中,不应破摔或剧烈撞击。

一热镀锌钢管详情一

热镀锌钢管
产品介绍:热镀锌钢管产品标准名称为“低压流体输送用热浸锌焊接钢管”,是在焊接钢管的基础上进行内外镀锌,使钢管内外壁同时镀有锌层,大提高钢管防腐性能,达到普通钢管的20倍左右。热镀锌钢管作为输送管道或金属结构,在消防工程、天然气输送,石头加工工业、水利工程建筑以及住宅建筑得到广泛应用。本产品参照美国ASTM A53、英国BS1387标准使用,国家GB/T3091TK和GB/T13793标准使用。 不宜在酸、碱、盐等非中性环境中暴露使用。
基本信息
规格:DN15-DN300
长度:定制长度
端口处理:定制不同连接方式
用途:用于水、污水、燃气、消防、空气、油、采暖蒸汽等低压流体输送和机械结构等使用。
执行标准
中国国家标准GB/T28897- 2012钢塑复合管 ,steel-plastic compound pipe under G B/T28897-2012
生产工艺
根根打压检测》风化除油》酸洗除锈 》水洗》浸溶剂》排齐》烘干》热镀锌》外吹》内吹》水冷》中间检验》中间钝化》中间清洗》烘干》打字》喷淋钝化》打色带》打包》终检入库
连接方式

(一)管材切割和预加工
1.在切割前应按配管图先标定钢管外径,外径误差和壁厚误差应在允许公差范围内,所加工管材切口端面应垂直于管道中心轴。
2.管道切割应采用机械方法,管道切口表面应平整无裂缝。凹凸缩口熔渣、氧化物要打磨光滑。当管端沟槽加工部位的管口不圆整时,应修整至符合标准要求。壁厚应均匀,表面的污物、油漆、铁绣、碎屑等应予以清除。表1:切割端面倾斜角允许偏差( mm)

沟槽式连接
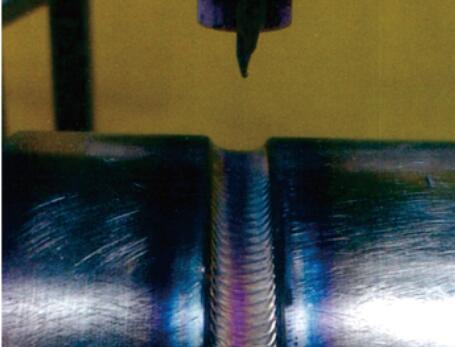
(二)管材滚槽加工
1.加工步骤
(1)首先将切割合格的钢管架设在滚博机和滚槽机尾架上。
(2)在钢管上用水平仪測量使其处于水平位置。
(3)将钢管端面与滚槽机正面贴紧,使管轴线与滚槽机正面垂直
(4)启动滚槽机滚压环形沟槽。
(5)停机用游标卡尺测量沟槽的深度和宽度,在确认沟槽尺寸符合要求后,滚槽机卸荷取出钢管(在滚槽机滚压沟中严禁钢管出现纵向位移和角位移)。
2.沟槽要求:
(1 )管端至沟槽段的表面平整无凹凸无滚痕。
(2)用滚槽机对管材加工成型的沟槽不得损坏钢管铍锌层。
焊接式连接
(三)焊接式连接
1.焊接前应将两管放置于平坦地面,保持两支钢管在一条直线上。
2.不在镀锌钢管上做点焊擦火,防止锌层遭到破坏,影响钢管使用寿命。3.焊后检查是否存在夹渣现象,避免因夹渣造成砂眼而漏水。
4.焊缝做防锈处理,避免氧化漏水。
5.钢管内壁不允许残留焊渣,避免造成管路及设备堵塞。
(四)螺纹连接
1.按照连接管箍标准使用板牙或其它符合要求的工具进行车丝。2.钢管车丝后,应将钢管内壁残留铁属清除干净,避免造成堵塞。3.连接时,应在丝扣上使用生料带、胶圈或麻绳进行缠绕,避免出现漏水、漏气等问题。
4.螺纹有问题的钢管不得安装。 (五)法兰盘式连接
(五)法兰盘式连接1.法兰盘连接螺栓直径、长度应符合要求规范,法兰盘紧固好的螺栓外露丝扣应在2- 3扣,不大于螺栓外径的1/2。
2.法兰盘连接衬垫应根据不同的输送介质选用不同的密封垫,垫片要与管壁同心,不得偏放。
3.此连接必须按照设计要求和工程要求的压力选择合适的法兰盘。运输包装
热镀锌钢管在装卸、运输、堆放时,应小心轻放,严禁抛、摔、滚、拖和剧烈撞击,严禁与有腐蚀和和有害于镀层的物质接触。
小口径热镀锌钢管较长时间仓储时,注意高温雨水天气的通风。问题解决
1、焊接式连接
(1)钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一 小段后再进行加工。
(2)钢管管口对接后出现两支管口对接不严现象,导致焊口厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆;
建议将钢管管头截掉一小段儿后再进行加工(3)钢管管口对接后,管口部位出现砂眼;①焊接时由于技术原因造成。
②管口存在锌瘤,造成焊接闲难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。
2.车丝式连接
(1)丝扣乱扣:管箍与丝扣不能完全接触、松动,截掉乱扣部分,重新车丝安装。(2)钢管丝扣与管箍丝扣不吻合,不能连接,应更换管箍或调整设备重新车丝。(3)钢管车丝后漏印:测量钢管的壁厚是否能够达到车丝管标准厚度要求。3.滚槽方式连接(1)滚槽焊缝开裂;
①将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
②调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
③调整压槽速度,压槽成型时长不能超过表2规定,均匀、缓慢施力。

表2:压槽成型时间

(2)滚槽钢管断裂:
1将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
②调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3调整压槽速度,压槽速度不能超过表2规定,均匀、缓慢施力。
4检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹記而造成咬合现象。5用游标卡尺检查钢管的沟槽是否符合表3 (见本书第46页)规定。(3)滚槽机滚压成型的沟槽应符合下列要求:①管端至沟槽段的表面应平整无凹凸、无滚痕。
2沟槽圆心应与管壁同心,沟槽宽度、深度应符合表3 (见本书第46页)要求,并检查卡箍件型号是否正确。3在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。